
In modern industrial air purification, gas treatment, and VOC control systems, material structure plays a critical role in determining filtration efficiency, operational cost, and long term performance. Among the many activated carbon forms available, honeycomb activated carbon blocks have become increasingly important for industrial applications due to their engineered structure, low airflow resistance, and high adsorption capacity. These specialized carbon blocks are widely used in chemical plants, spray painting workshops, waste gas treatment systems, and indoor air purification because they combine physical strength with advanced adsorption functionality.
As environmental regulations become stricter and industries seek more efficient pollution control technologies, honeycomb activated carbon has emerged as a practical solution for balancing purification performance with energy efficiency. Its geometric honeycomb design provides significant technical advantages over traditional granular or powdered activated carbon in specific operating environments.
Honeycomb activated carbon blocks offer major advantages including lower airflow resistance, larger contact surface area, superior adsorption efficiency for gases, easier installation, energy savings, structural stability, and excellent performance in large scale air and gas purification systems.
Unlike conventional activated carbon materials, honeycomb blocks are specifically engineered to optimize gas flow while maintaining strong adsorption performance. Their uniform pore channels improve the interaction between polluted air and activated carbon surfaces, making them particularly effective in continuous industrial exhaust systems. For businesses looking to improve purification efficiency while reducing maintenance frequency, honeycomb activated carbon often provides a superior balance of cost and operational performance.
This article explores the major advantages of honeycomb activated carbon blocks, their technical characteristics, industrial applications, and why they are increasingly preferred in commercial and environmental engineering systems.
Table of Contents
- What Makes Honeycomb Activated Carbon Structurally Unique?
- How Does Honeycomb Design Improve Adsorption Efficiency?
- Why Is Low Airflow Resistance Important in Industrial Systems?
- What Are the Energy Saving Benefits of Honeycomb Activated Carbon?
- Where Are Honeycomb Activated Carbon Blocks Commonly Used?
- How Do Honeycomb Blocks Compare with Granular and Powdered Activated Carbon?
- What Factors Affect Honeycomb Activated Carbon Performance?
- Conclusion
What Makes Honeycomb Activated Carbon Structurally Unique?
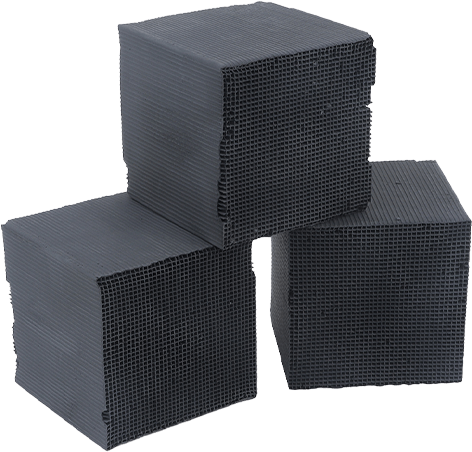
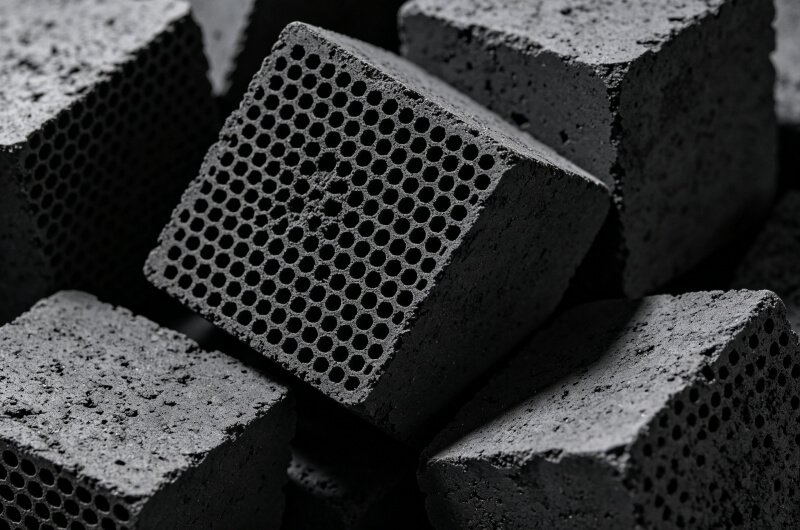
Honeycomb activated carbon blocks are unique because they combine activated carbon adsorption properties with a highly organized honeycomb channel structure that maximizes airflow and surface exposure.
Honeycomb activated carbon is manufactured by blending activated carbon powder with binders and forming it into a block containing multiple parallel channels. This design resembles a honeycomb, with dozens or hundreds of evenly distributed holes that allow gases to pass through efficiently while contacting extensive carbon surfaces.
The structural advantages include:
- Large geometric surface area
- Uniform airflow distribution
- Reduced pressure drop
- Enhanced mechanical strength
- Customizable pore density
Compared with loose granular activated carbon, honeycomb blocks maintain structural integrity and avoid shifting, channeling, or dust migration. This makes them particularly valuable in systems requiring stable airflow and predictable adsorption performance.
According to industrial filtration studies, optimized channel structures significantly improve gas contact efficiency while minimizing operational resistance.
How Does Honeycomb Design Improve Adsorption Efficiency?
The honeycomb design improves adsorption efficiency by increasing pollutant contact opportunities while ensuring consistent gas distribution across the carbon surface.
In gas purification systems, adsorption performance depends not only on carbon quality but also on how effectively contaminated air reaches adsorption sites. Honeycomb activated carbon channels force polluted gas through multiple narrow pathways, increasing residence time and enhancing pollutant capture.
Key adsorption improvements include:
| Performance Factor | Honeycomb Carbon Advantage |
|---|---|
| Surface Contact | Higher due to organized channel exposure |
| Gas Distribution | More uniform across filter media |
| VOC Removal | Strong performance in continuous flow systems |
| Odor Control | Enhanced due to broader gas interaction |
This makes honeycomb carbon especially effective for adsorbing:
- Benzene
- Toluene
- Xylene
- Formaldehyde
- Industrial solvent vapors
Its design is particularly beneficial in treating low to medium concentration organic waste gases.
Why Is Low Airflow Resistance Important in Industrial Systems?
Low airflow resistance reduces fan power requirements, improves ventilation efficiency, and lowers overall system operating costs.
One of the most important engineering advantages of honeycomb activated carbon blocks is their low resistance to airflow. Traditional packed granular carbon beds often create significant pressure drops, forcing exhaust fans to consume more electricity.
Honeycomb structures allow smoother gas passage because:
- Straight channels minimize turbulence
- Consistent geometry improves pressure control
- Reduced blockage lowers maintenance issues
Operational benefits include:
| System Impact | Benefit |
|---|---|
| Fan Energy Use | Lower |
| Pressure Drop | Reduced |
| Maintenance Frequency | Less frequent |
| Equipment Lifespan | Extended |
For large scale facilities, this can translate into substantial annual energy savings.
What Are the Energy Saving Benefits of Honeycomb Activated Carbon?
Honeycomb activated carbon saves energy by lowering system resistance, improving purification efficiency, and reducing replacement frequency.
Energy efficiency is increasingly important in industrial environmental compliance. Because honeycomb blocks reduce pressure loss, air handling systems can operate at lower power while maintaining effective purification rates.
Additional energy related benefits include:
- Lower blower and fan energy consumption
- Reduced thermal stress on equipment
- Better integration with catalytic combustion systems
- Improved performance in high volume exhaust systems
In VOC treatment systems, honeycomb activated carbon is often used as a pre treatment or concentration medium before catalytic combustion, improving total system energy economics.
Where Are Honeycomb Activated Carbon Blocks Commonly Used?
Honeycomb activated carbon blocks are commonly used in industrial waste gas treatment, air purification, solvent recovery, and odor control systems.
Due to their structural and adsorption advantages, honeycomb carbon blocks are suitable for multiple sectors:
- Spray paint exhaust purification
- Chemical plant VOC treatment
- Electronics manufacturing exhaust systems
- Indoor commercial air purification
- Printing industry solvent gas adsorption
- Wastewater treatment odor removal
These applications benefit from continuous airflow capability and stable pollutant removal efficiency.
How Do Honeycomb Blocks Compare with Granular and Powdered Activated Carbon?
Honeycomb blocks outperform traditional forms in airflow applications, while granular and powdered carbons may still suit liquid phase or batch processes.
| Type | Best Application | Main Advantage |
|---|---|---|
| Honeycomb Activated Carbon | Air and gas purification | Low resistance and structural stability |
| Granular Activated Carbon | Water and gas systems | Flexible replacement |
| Powdered Activated Carbon | Liquid treatment | Fast adsorption kinetics |
Honeycomb carbon is particularly advantageous when system design prioritizes airflow efficiency and long term operational consistency.
What Factors Affect Honeycomb Activated Carbon Performance?
Performance depends on raw material quality, iodine value, pore structure, airflow design, humidity, and pollutant concentration.
Important purchasing and engineering considerations include:
- Adsorption capacity
- Compressive strength
- Moisture resistance
- Flame retardancy
- Channel density
For optimal performance, businesses should match carbon specifications to pollutant type and operating environment.
Conclusion
Honeycomb activated carbon blocks provide a highly efficient solution for modern gas purification challenges by combining advanced adsorption with engineered structural design. Their low airflow resistance, high surface accessibility, mechanical durability, and energy saving potential make them especially valuable in industrial air treatment systems. Compared with traditional activated carbon forms, honeycomb blocks offer significant operational advantages in continuous gas phase applications.
For businesses focused on VOC control, odor management, or industrial exhaust purification, honeycomb activated carbon can improve purification efficiency while lowering long term operational costs. As environmental standards continue to rise, this technology will likely remain a preferred choice for sustainable and cost effective air treatment.
Sources
1. United States Environmental Protection Agency (EPA): https://www.epa.gov
2. ScienceDirect Activated Carbon Filtration Research: https://www.sciencedirect.com
3. International Journal of Environmental Science and Technology: https://www.springer.com/journal/13762